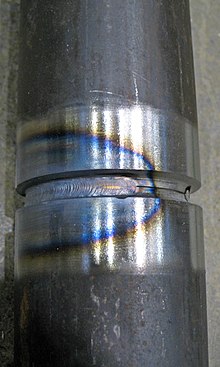
Hasil area birudari oksidasi pada suhuyang sesuai dari 600 °F(316° C). Ini adalahcara yang akurat untuk mengidentifikasisuhu, tetapitidak mewakililebar HAZ.Para HAZadalah daerahsempityang segeramengelilingilogam dasardilas.
Seperti proses pengelasan pertama, menempa pengelasan, beberapa metode las modern tidak melibatkan leleh bahan yang bergabung. Salah satu las, yang paling populer ultrasonik, digunakan untuk menghubungkan lembaran tipis atau kawat yang terbuat dari logam atau termoplastik dengan bergetar mereka pada frekuensi tinggi dan di bawah tekanan tinggi [30] Peralatan dan metode yang terlibat mirip dengan pengelasan resistensi, tetapi. bukan arus listrik, getaran memberikan masukan energi. Pengelasan logam dengan proses ini tidak melibatkan leleh bahan, melainkan las dibentuk oleh getaran mekanik memperkenalkan horizontal di bawah tekanan. Ketika plastik las, bahan harus memiliki suhu leleh yang sama, dan getaran diperkenalkan secara vertikal. Las ultrasonik biasanya digunakan untuk membuat sambungan listrik dari aluminium atau tembaga, dan itu adalah juga sebuah proses pengelasan polimer yang sangat umum. [30]
Proses lain yang umum, las ledakan, melibatkan bahan bergabung dengan mendorong mereka bersama-sama di bawah tekanan yang sangat tinggi. Energi dari dampak plasticizes bahan, membentuk las, bahkan meskipun hanya dalam jumlah terbatas panas yang dihasilkan. Proses ini umum digunakan untuk bahan las berbeda, seperti pengelasan aluminium dengan baja di lambung kapal atau pelat senyawa [30] Lain solid-state proses pengelasan. Termasuk las gesekan (termasuk gesekan aduk las), [31] elektromagnetik pulsa las , [32] co-ekstrusi las, las dingin, pengelasan difusi, las eksotermik, pengelasan frekuensi tinggi, tekanan panas pengelasan, pengelasan induksi, dan pengelasan menggulung [30].
[Sunting] Geometri
Artikel utama: sendi Welding
Umum pengelasan jenis sendi - (1) Persegi pantat bersama, (2) V pantat bersama, (3) bersama Lap, (4) T-sendi
Lasan dapat geometris dipersiapkan dalam berbagai cara. Lima tipe dasar las adalah sendi sendi pantat, sendi putaran, sudut sendi, sendi tepi, dan T-sendi (varian yang terakhir ini adalah sendi salib). Variasi lain ada juga-misalnya, ganda-V sendi persiapan dicirikan oleh dua potongan bahan setiap meruncing ke titik pusat tunggal pada satu-setengah tinggi mereka. Single-U dan U-sendi ganda persiapan juga cukup umum-bukan memiliki tepi lurus seperti sendi persiapan V tunggal dan double-V, mereka melengkung, membentuk bentuk sendi Lap U. juga sering lebih dari dua potongan tebal tergantung pada proses yang digunakan dan ketebalan material, banyak potongan-potongan dapat dilas bersama-sama dalam geometri lap bersama. [33]
Banyak proses pengelasan memerlukan penggunaan desain sendi tertentu, misalnya, ketahanan las spot, laser welding balok, dan elektron pengelasan balok paling sering dilakukan pada sendi putaran. Metode las lainnya, seperti pengelasan busur logam terlindung, sangat fleksibel dan dapat las hampir semua jenis sendi. Beberapa proses juga dapat digunakan untuk membuat lasan multipass, di mana satu las dibiarkan dingin, dan kemudian las lain dilakukan di atasnya. Hal ini memungkinkan untuk pengelasan bagian tebal diatur dalam persiapan tunggal bersama-V, misalnya. [34]
Lintas-bagian sendi pantat dilas, dengan abu-abu gelap mewakili las atau zona fusi, abu-abu medium zona panas terpengaruh, dan abu-abu terang bahan dasar.
Setelah las, sejumlah daerah yang berbeda dapat diidentifikasi di daerah las. Las sendiri disebut fusi zona-lebih khusus, itu adalah dimana logam pengisi diletakkan selama proses pengelasan. Sifat dari zona fusi tergantung terutama pada logam pengisi yang digunakan, dan kompatibilitas dengan bahan dasar. Hal ini dikelilingi oleh zona panas terkena, daerah yang telah mikro dan sifat diubah oleh melas. Properti ini tergantung pada perilaku bahan dasar ketika mengalami panas. Logam di daerah ini sering lebih lemah dari kedua bahan dasar dan zona fusi, dan juga di mana tegangan sisa yang ditemukan. [35]
[Sunting] Kualitas
Hasil area biru dari oksidasi pada suhu yang sesuai dari 600 ° F (316 ° C). Ini adalah cara yang akurat untuk mengidentifikasi suhu, tetapi tidak mewakili lebar HAZ. Para HAZ adalah daerah sempit yang segera mengelilingi logam dasar dilas.
Banyak faktor yang berbeda mempengaruhi kekuatan las dan bahan di sekitar mereka, termasuk metode pengelasan, jumlah dan konsentrasi masukan energi, mampu las dari bahan dasar, bahan pengisi, dan bahan fluks, desain sendi, dan interaksi antara semua faktor ini [36]. Untuk menguji kualitas las, baik metode pengujian tak rusak merusak atau yang umumnya digunakan untuk memverifikasi bahwa lasan bebas dari cacat, memiliki tingkat yang dapat diterima tegangan sisa dan distorsi, dan telah diterima panas zona yang terkena dampak (HAZ) properti. Jenis cacat las termasuk retak, distorsi, inklusi gas (porositas), non-logam inklusi, kurangnya fusi, penetrasi tidak lengkap, lamelar robek, dan meremehkan. Welding kode dan spesifikasi yang ada untuk membimbing tukang las dalam teknik pengelasan yang tepat dan dalam cara untuk menilai kualitas lasan [36] Metode seperti inspeksi visual, radiografi, pengujian ultrasonik, inspeksi penetran pewarna, Magnetic-partikel inspeksi atau industri pemindaian CT dapat. Membantu dengan deteksi dan analisis cacat tertentu.

 WELDING BAGIAN 4
WELDING BAGIAN 4